私たちのソリューション
精密で複雑な部品の製造に特化した超高精度PμSL技術
科学研究
工業試作
量産製造
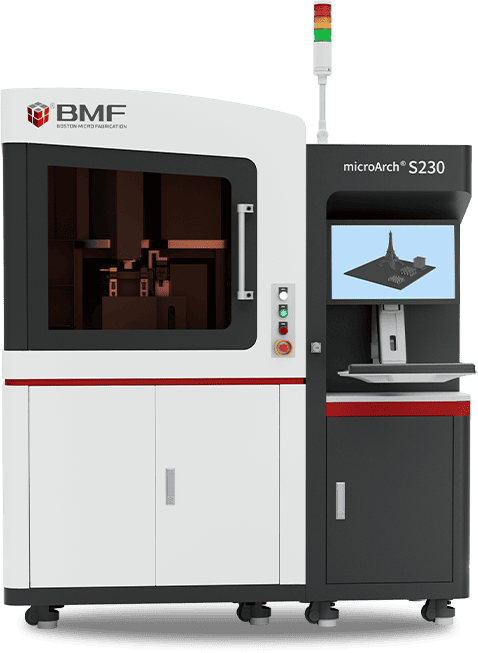
超高精度3Dプリンター
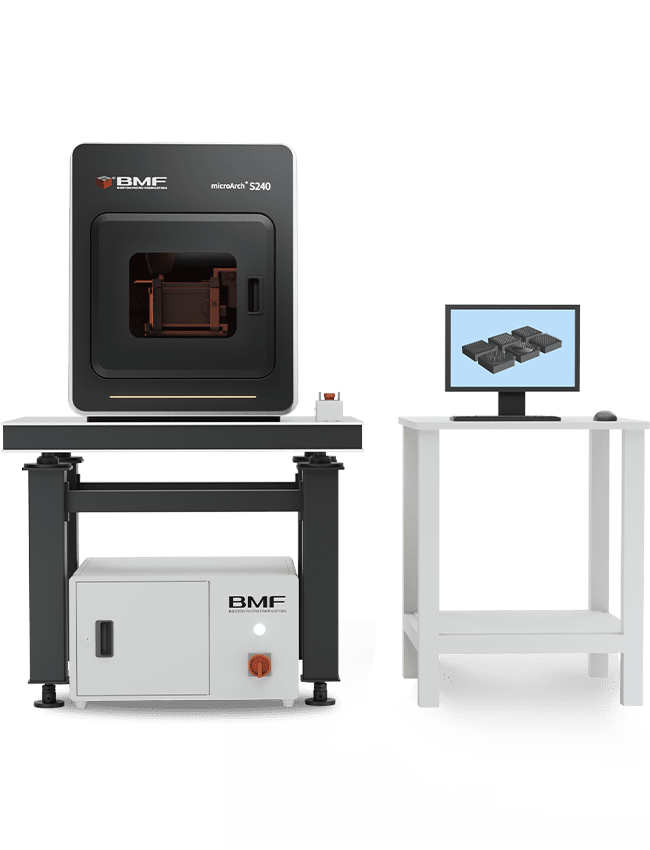
高性能3Dプリンター
私たちの強み
超高精度と効率性で新たな可能性を拓きます。
オフィス・ラボでの使用
オフィス・ラボでの使用
特定の工場を必要とせず、オフィスやラボで精密部品を製作可能。これにより、外注加工時の機密漏洩リスクを低減します。
超高精度
超高精度
最高精度は2μmに達し、従来の技術に匹敵する±10μm/±25μmの公差制御を実現します。
経済的・高効率
経済的・高効率
金型やプログラミングを必要としない造形プロセスにより、開発サイクルを大幅に短縮し、コストを大幅に削減できます。
クロススケール加工
クロススケール加工
数センチメートルの全体サイズで10μm以下の3次元微細構造(さらに小さな構造も)を製作可能です。
自由度の向上
自由度の向上
伝統的な加工方法や他の3Dプリント技術では難しい複雑微細構造を製作でき、エンジニアにより高い設計自由度を提供します。
オフィス・ラボでの使用
特定の工場を必要とせず、オフィスやラボで精密部品を製作可能。これにより、外注加工時の機密漏洩リスクを低減します。
超高精度
最高精度は2μmに達し、従来の技術に匹敵する±10μm/±25μmの公差制御を実現します。
経済的・高効率
金型やプログラミングを必要としない造形プロセスにより、開発サイクルを大幅に短縮し、コストを大幅に削減できます。
クロススケール加工
数センチメートルの全体サイズで10μm以下の3次元微細構造(さらに小さな構造も)を製作可能です。
自由度の向上
伝統的な加工方法や他の3Dプリント技術では難しい複雑微細構造を製作でき、エンジニアにより高い設計自由度を提供します。
お客様の声
産業界や科学研究など、さまざまな分野からの顧客の声
評価リスト
精密機器
半導体関連会社 開発部門
仕上がり形状・寸法を見させて頂きましたところ、マイクロオーダーでありながらも非常にお送りいただいたサンプルを確認させていただきました。高精細の仕上がりに非常に驚いております。
実は同ベンチマーク設計で他社様にも造形をお願いしていたのですが、御社の造形仕上がりはまったく次元が違う領域だと感じております。
精密機器
電子部品関連会社 開発部門
正確に造形されており驚いております。
医療機器
医療関連会社 開発部門
造形頂いた「モデルXXX」について、精度良く出てきており驚きました。
精密機器
音響機器関連会社 開発部門
精度面では驚きです、サポート跡も組み立てに問題ない範囲でした。
精密機器
金属加工関連会社 開発部門
サンプル届きました。出来の良さに驚きました。

科学研究
私立大学工学部 教授
大変良好な造形結果ですね。思わず、機械が欲しくなってしまいました。
医療機器
医療関連会社 開発部門
作っていただいた部品は、希望の寸法でできており、当社試作品への組み込みは良好でした。
精密機器
化学材料関連会社 研究部門
約10μm幅の格子構造になるのですね。本当に高精細なもので、驚きました。
精密機器
電子部品関連会社 開発部門
当方で観察をさせて頂きました結果、やはり、S140はかなり魅力的なパフォーマンスであることが判りました。

科学研究
私立大学理工学部 助教
マイクロニードル先端が7~8 µmと非常に鋭い良い特性で、期待以上のものでした。
精密機器
精密機器関連会社
今回初めて3D造形を依頼したのですが、大変勉強になりました。それとBMF殿の精度の高さに驚きました。
精密機器
文具関連会社 開発部門
今朝サンプルを受け取りました。早速拝見させていただきましたが素晴らしく精密に出来ており驚いています。
精密機器
コネクタ関連会社 開発部門
先日は機能サンプルの送付ありがとうございました。あまりにも小さく、精度に驚きました。
精密機器
繊維関連会社 開発部門
早速試験を行ってみたのですが、精度が高すぎる故に補正が必要だと判明致しました。
精密機器
半導体関連会社 開発部門
お送りいただいたサンプルを確認させていただきました。高精細の仕上がりに非常に驚いております。
実は同ベンチマーク設計で他社様にも造形をお願いしていたのですが、御社の造形仕上がりはまったく次元が違う領域だと感じております。

科学研究
国立大学大学院 講師
マイクロアレイモデルを使用して実験した結果、非常に良い結果が得られました。
医療機器
医療関連会社 開発部門
S130/230に関して、非常に分解能の高い造形であると考えております。それらの造形物は、我々の知る種々の3Dプリント品と比較したところ、際立って良い球面形状でした。
3Dプリント品というよりも、(3Dプリントではない)既製品レベルの分解能に近い印象でした。また、S140でも精度の高い造形であると思われました。
前へ:ありません
1 of 17
次へ:電子部品関連会社 開発部門
精密機器
半導体関連会社 開発部門
仕上がり形状・寸法を見させて頂きましたところ、マイクロオーダーでありながらも非常にお送りいただいたサンプルを確認させていただきました。高精細の仕上がりに非常に驚いております。
実は同ベンチマーク設計で他社様にも造形をお願いしていたのですが、御社の造形仕上がりはまったく次元が違う領域だと感じております。
精密機器
電子部品関連会社 開発部門
正確に造形されており驚いております。
医療機器
医療関連会社 開発部門
造形頂いた「モデルXXX」について、精度良く出てきており驚きました。
精密機器
音響機器関連会社 開発部門
精度面では驚きです、サポート跡も組み立てに問題ない範囲でした。
精密機器
金属加工関連会社 開発部門
サンプル届きました。出来の良さに驚きました。
科学研究
私立大学工学部 教授
大変良好な造形結果ですね。思わず、機械が欲しくなってしまいました。
医療機器
医療関連会社 開発部門
作っていただいた部品は、希望の寸法でできており、当社試作品への組み込みは良好でした。
精密機器
化学材料関連会社 研究部門
約10μm幅の格子構造になるのですね。本当に高精細なもので、驚きました。
精密機器
電子部品関連会社 開発部門
当方で観察をさせて頂きました結果、やはり、S140はかなり魅力的なパフォーマンスであることが判りました。
科学研究
私立大学理工学部 助教
マイクロニードル先端が7~8 µmと非常に鋭い良い特性で、期待以上のものでした。
精密機器
精密機器関連会社
今回初めて3D造形を依頼したのですが、大変勉強になりました。それとBMF殿の精度の高さに驚きました。
精密機器
文具関連会社 開発部門
今朝サンプルを受け取りました。早速拝見させていただきましたが素晴らしく精密に出来ており驚いています。
精密機器
コネクタ関連会社 開発部門
先日は機能サンプルの送付ありがとうございました。あまりにも小さく、精度に驚きました。
精密機器
繊維関連会社 開発部門
早速試験を行ってみたのですが、精度が高すぎる故に補正が必要だと判明致しました。
精密機器
半導体関連会社 開発部門
お送りいただいたサンプルを確認させていただきました。高精細の仕上がりに非常に驚いております。
実は同ベンチマーク設計で他社様にも造形をお願いしていたのですが、御社の造形仕上がりはまったく次元が違う領域だと感じております。
科学研究
国立大学大学院 講師
マイクロアレイモデルを使用して実験した結果、非常に良い結果が得られました。
医療機器
医療関連会社 開発部門
S130/230に関して、非常に分解能の高い造形であると考えております。それらの造形物は、我々の知る種々の3Dプリント品と比較したところ、際立って良い球面形状でした。
3Dプリント品というよりも、(3Dプリントではない)既製品レベルの分解能に近い印象でした。また、S140でも精度の高い造形であると思われました。
TOP
BMF Japan株式会社
私たちBMFは、製造業の常識を打ち破る超高精度3Dプリンターメーカーとしてグローバルに活躍する、新生ベンチャー企業です。BMFの3D造形技術は、マサチューセッツ工科大学が刊行するMIT Technology Review誌にて『世界の10大画期的技術』として認定。3Dプリントの大手メディア「DEVELOP3D」では、『2020年の製品開発を飛躍させる世界の新技術30』にも選出され、世界トップクラスの評価と期待を集めています。
〈紹介記事〉
所属:公益社団法人精密工学会 賛助会員 【Copyright©BMF Japan株式会社 All Rights Reserved.】 個人情報保護方針 ウェブサイトサポート: zomsky
法人番号:2010001204373