




【目次】
- 1. 改善および応用:めっき部品の力学特性
- 2. 設計精度の向上:コーティング膜厚の統合は重要なステップ
- 3. 表面品質管理:めっき部品性能の重要な要素
- 4. セラミック材料へのめっき
アディティブ・マニュファクチャリングの分野では、ポリマー3Dプリンティング技術により、複雑な構造を持つ部品の製造プロセスが大幅に簡略化されました。しかし、特定の用途ではポリマー材料だけでは性能に限界があり、金属3Dプリンティング技術は時間やコストの制約から導入が難しい場合があります。こうした背景を踏まえ、電気めっき技術は効果的な解決策として技術のギャップを埋める役割を果たしています。電気めっきでは、一連の化学処理を通じて部品の表面に金属層を形成します。これにより、導電性や耐食性をはじめとする機能的な特性が大幅に向上し、部品全体の性能が最適化されます。
RePliForm社は、20年以上にわたって3Dプリント部品や非導電性材料に対する電気めっき技術を提供している北米のリーダー的企業です。電気めっきは、コストパフォーマンスに優れた加工技術として、ポリマー3Dプリントのスピードや設計の自由度を最大限に引き出しつつ、金属特性を部品に加える革新的な手法です。RePliFormは、3Dプリントされたポリマー部品に電気めっき技術を組み合わせることで、これらの部品のエンジニアリング特性を大幅に向上させています。特に、ニッケルや銅のめっき層を施すことで、部品の強度、電気伝導性、EMIシールド、熱伝導性などを改善し、より厳しい要求に対応できるようにしています。この技術により、顧客はプロジェクトに最適な材料や製造プロセスを選択できるよう支援しています。最近では、RePliForm、BMFと戦略的提携を締結し、両社の技術をどのように統合してより幅広い用途に拡大できるかを模索しています。
1. 改善および応用:めっき部品の力学特性
RePliFormは、「混合則(Rule of Mixtures)」と呼ばれるシンプルな複合モデルを採用しており、めっきされた積層造形部品の強度を、構成材料の特性とその体積比を基に推定します。
そのため、部品の構成材料の特性とそれぞれの体積比が分かれば、めっき部品の特性を推定することが可能です。例えば、この技術で使用されるカプセルの壁厚は150〜250μmで、平均は約200μmです。50μmの銅とニッケルを使用して電気めっきを施すと、壁厚は約50%増加すると予想されます。めっき材料自体の強度が樹脂の12倍以上(めっき:900 MPa、樹脂:70 MPa)、剛性が50倍以上(金属:132 GPa、樹脂:2.4 GPa)であることから、10μmの銅と40μmのニッケルでめっきを行った場合、カプセルの強度は少なくとも4倍、剛性は15倍向上します。
めっきされた部品の金属と樹脂の体積を概算するためには、めっき前後の重さを測定します。めっき前の重さを樹脂の密度で割ることで部品の体積を計算でき、めっき後の重さから初期の重さを引いた値を金属の密度(約8.92 g/cc)で割ることで金属の体積を求めることができます。

2. 設計精度の向上:コーティング膜厚の統合は重要なステップ
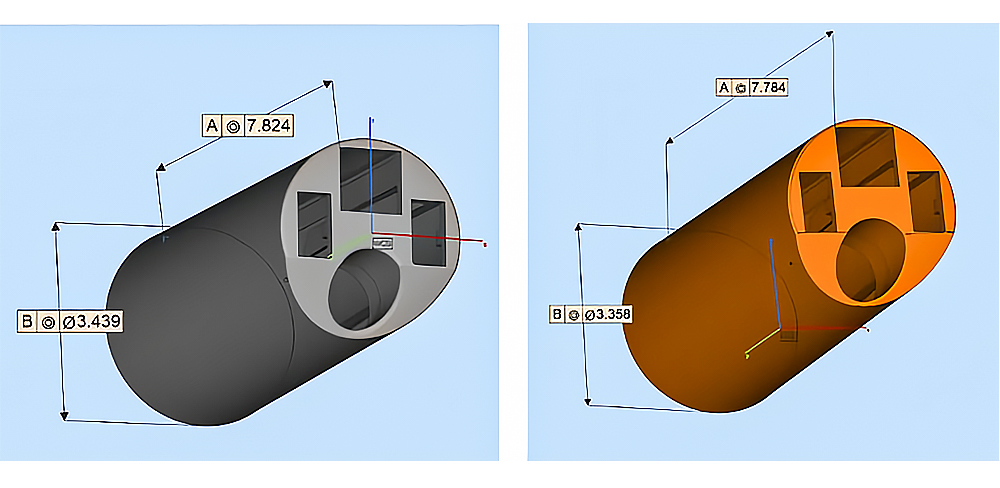
理想的には、部品にコーティングを施す場合、コーティングの厚みが増すことを考慮して設計を調整する必要があります。 これには通常、肉厚がコーティング厚の2倍になるように表面をオフセットする必要があります。 例えば、元々壁厚が150μmの部品は、オフセット後に50μmの壁厚になります。一方、壁厚が250μmの部分は、オフセット後に150μmに減少します。もし調整後の壁厚が薄すぎて、安定した構築や取り扱いができない場合、より薄いめっき層を使用することを検討するか、または印刷前の寸法重要な表面のみをオフセットする方法を考える必要があります。
3. 表面品質管理:めっき部品性能の重要な要素
プラスチック部品のめっき品質は、そのプラスチック基材の加工精度に直接影響を与えます。したがって、優れた表面仕上げを実現するためには、射出成形部品は通常、研磨された金型を使用して製造されます。一方、3Dプリントされた部品は製造過程で層状のテクスチャや他の製造痕跡(例:サポート除去痕)を生じることが多く、これらの特徴はめっき後にも残ります。特定の用途、例えばアンテナ製造においては、これらの製造痕跡がデバイスの有効周波数範囲に制限を与える可能性があります。しかし、BMFが提供するマイクロ3次元リソグラフィ技術(PμSL)技術は高解像度の特性を備えており、これによりアンテナの作動周波数範囲が効果的に向上し、85 GHz以上の高性能レベルを達成することが証明されています。
4. セラミック材料へのめっき
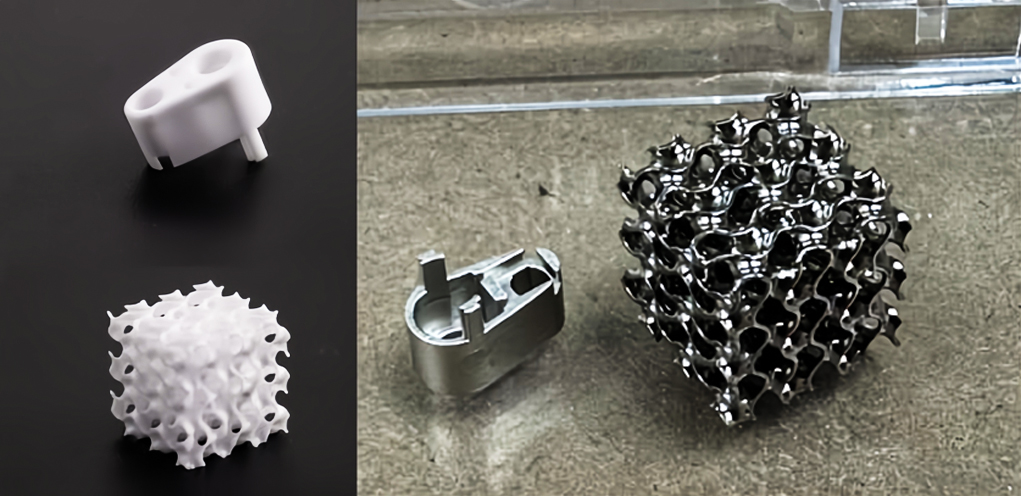
RePliFormは、セラミック研磨材のエッチング工程を調整することにより、セセラミック材料にもめっきを施すことができました。以下に示す2つのアルミナセラミックのサンプルがその例です。内視鏡のベースは、10μmの銅めっきと40μmのニッケルめっきが施されており、螺旋二十四面体には、順に25μmの光沢銅層と6μmの無電解ニッケル層がめっきされています。大きいサンプルには25ミクロンの半光沢銅をめっきした後、さらに6ミクロンの無電解ニッケルが施されています。
より多くBMF のPµSL技術による応用事例に関して、BMFのHPをご覧ください。


