




【目次】
1. 光造形3Dプリンターとは?仕組みや必要なもの
2. 光造形3Dプリンターの材料「レジン」とは
3. 光造形3Dプリンターの種類
4. 光造形方式以外の3Dプリンターの種類
5. 光造形3Dプリンターのメリット
6. 光造形3Dプリンターのデメリット
7. 光造形3Dプリンターおすすめ13製品比較
8. まとめ
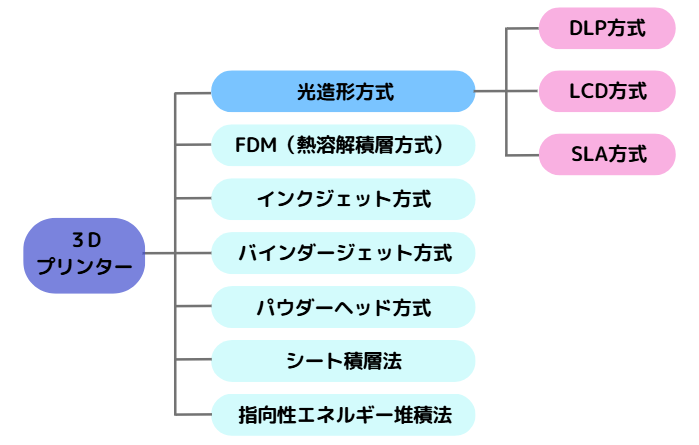
3Dプリンターにはさまざまな造形方式があります。光造形方式は熱溶解積層方式と並ぶ代表的な造形方式のひとつです。
光造形方式によって造形を行う「光造形3Dプリンター」は、精度や速度の面でメリットがある一方、デメリットもあります。今回はこれから光造形3Dプリンターの導入を検討している方のために、光造形3Dプリンターについて種類や材料、使用に必要なもの、メリット、デメリットを解説します。
BMF Japan株式会社の「microArch®シリーズ」は、独自開発のPµSL技術(マイクロ3D光造形技術)に基づき、2μm/10μmの優れた光学解像度と、±10μm/±25μmの正確な公差制御を実現し、「0.01mm~100mm」の範囲で精密な3次元微細加工が可能な3Dプリンターです。
試作品の製作に高精細・高精度3Dプリンターをご検討の際は、3D試作・造形サービスも可能なBMF Japan 株式会社にご相談ください。
1. 光造形3Dプリンターとは?仕組みや必要なもの

光造形3Dプリンターについて、造形する仕組みや材料、造形に必要なものを紹介します。
光造形3Dプリンターの仕組み
光造形3Dプリンターとは、光造形方式を用いた3Dプリンターです。「光造形機」「光造形」「RP(Rapid Prototyping)」とも呼ばれています。
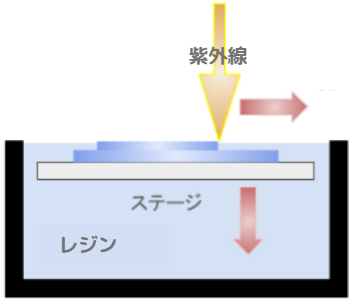
光造形3Dプリンターは、「レジン」と呼ばれる液体状の樹脂に紫外線(UV)を当てて固めることで造形を進めます。
下図のように、レジンを入れたタンクに造形を行う土台(プラットフォーム)を漬けて、硬化させたい部分に光を照射します。照射によってレジンが硬化し、その厚みの分だけステージを下降させることを繰り返し、積層させ立体造形となります。
光造形方式は、光の当て方によって「DLP方式(Digital Light Processing)」「LCD方式(Liquid Crystal Display)」「SLA方式(Stereo Lithography Apparatus)」の3種類に分類されます。各種類の特徴は2章で詳しく解説しています。
光造形3Dプリンターに必要なもの
光造形3Dプリンターを活用するには以下が必要です。
・光造形3Dプリンター本体 |
ゴム手袋やマスク、保護具等は、レジンや有機溶剤から皮膚や目を保護するために必要です。また、造形後は、未硬化の液状レジンを拭き取り、無水エタノール・IPA(イソプロピルアルコール)・レジンウォッシュなどでレジンを洗浄しなければなりません。
2. 光造形3Dプリンターの材料「レジン」とは
光造形方式の3Dプリンターでは、材料として樹脂の一種であるレジンを使用します。
樹脂には多くの種類がありますが、光造形方式の3Dプリンターに用いられるレジンは以下のように「エポキシ系樹脂」と「アクリル系樹脂」の2種類に大別されます。
エポキシ系樹脂 | ●塗料や接着剤の原料に使われている合成樹脂 |
アクリル系樹脂 | ●紫外線によって硬化する |
エポキシ系樹脂で代表的なものが、ABSライク樹脂とPPライク樹脂です。
ABSライク樹脂とは、ABS樹脂と同様の強度があり、耐衝撃性や耐熱性などにすぐれています。ただしABS樹脂よりもやや強度が弱いため、強度を求める場合は代替品とすることは難しいでしょう。
PPライク樹脂は、PP(ポリプロピレン)樹脂並みの耐衝撃性や耐熱性などを目指して作られたレジンです。
アクリル系樹脂には多くのタイプがあります。光造形3Dプリンターで多く用いられている透明度の高い樹脂素材もアクリル系樹脂に該当します。
また、耐久性・耐熱性にすぐれた樹脂や、ゴムやエラストマーに似た性質を持つゴムライク、ロストワックス精密鋳造のワックスの代わりになる樹脂なども光造形3Dプリンターの材料として開発されています。
以下は、光造形方式の3Dプリンターの材料として開発されたさまざまな種類のレジンです。造形物の用途や目的に合わせて使い分けましょう。
スタンダードレジン | 汎用的なレジンで癖がなく、扱いやすい |
水洗いレジン | レジンは造形後は通常アルコールで洗浄するが、水洗いレジンは水で洗浄できる |
キャストレジン(ワックスレジン) | ロストワックス鋳造においてロウ型の変わりにできる |
エキスパートマテリアルレジン | 人体に有害な化学物質不使用で、水と洗剤で洗浄可能など、安全性が高く取り扱いやすいレジン |
高速造形用レジン | 短時間で造形できるが強度は低め |
耐紫外線・耐候性レジン | 紫外線に強いので屋外で使う造形物に向く |
タフレジン | 耐久性が高い |
高耐熱レジン | 100~300度の高温環境に耐えられるレジン |
PPライクレジン | PP(ポリプロピレン)の柔軟性や耐摩耗性を目指して開発されたレジン |
ABSライクレジン | ABS樹脂の耐衝撃性、耐熱性を目指して開発されたレジン |
PEライクレジン | PE(ポリエチレン)の計量さや柔軟性、耐衝撃性を目指して開発されたレジン |
静電気放電(ESD)用ライクレジン | 放電性が高いレジン |
レジンは、同タイプであっても性能はメーカーごとに差があります。3Dプリンターの製品選びの際は、希望する材料がメーカー純正品として販売されているかどうかも確認することをおすすめします。
高精細・高精度3DプリンターメーカーのBMFでは、高靭性、高温耐性、生体適合性など、さまざまな特性を備えた樹脂をはじめとする、3Dプリンター用の素材を開発しています。ご要望に応じてカスタム仕様にも対応しているため、目的に合った材料で造形することが可能です。

画像引用:BMF Japan 株式会社
BMFで開発した3Dプリンタ―の材料例は以下の通りです。
耐熱性樹脂(HTL/HT200) | コネクターなど、より高温が要求される部品に適している |
生体適合性樹脂(BIO) | マイクロ流体や医療機器など、生体適合性が要求される部品に適している (試作評価目的のみで、製品としての利用は適用外) |
セラミック(Ceramic) | ALセラミックは、ケーシング、ハウジング、医療機器などの、高温、高強度、高耐摩耗性用途に最適。 (機種S230/S240のみに適用) |
可溶性樹脂 | 可溶性樹脂でプリントされたモールドは射出成形またはPDMSキャスティングに適しています。 |
3. 光造形3Dプリンターの種類
光造形3Dプリンターのおもな出力方式は、DLP方式とLCD方式、SLA方式です。
ここではそれぞれの出力方式について解説します。
DLP方式とは
DLP方式とは、レジンに紫外線を当てて固める造形方法です。面状に紫外線を当てて樹脂を固め、積層して造形を進めていきます。
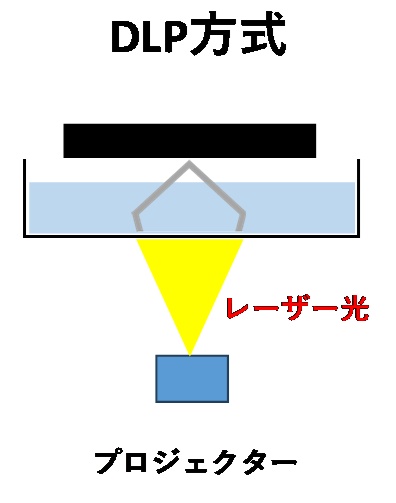
DLP方式では材料に対して紫外線を当てる範囲が多いため、造形スピードが早いのが特徴です。ただし照射する範囲が広くなれば広くなるほど、精度が粗くなる傾向があります。
初期費用は高くなりますが3Dプリンター本体のメンテナンス性が高く、消耗品が少ないためランニングコストをおさえられるのも、DLP方式の特徴です。
LCD方式とは
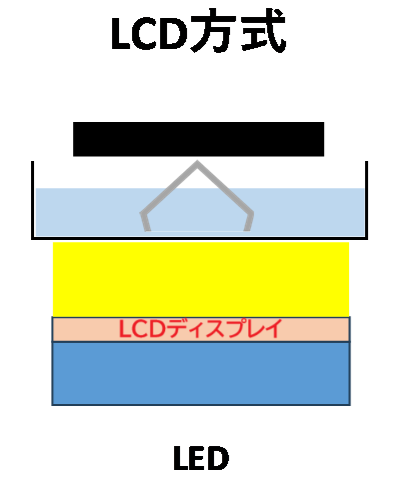
LCD方式は、液晶ディスプレイのLCDパネルを使用し、紫外線照射によって造形します。解像度の高いLCDパネルを使用することで、より精密に造形ができるようになります。
LCD方式はDLP方式と同じく、面状に紫外線を照射するため、高速造形が可能です。初期費用はDLP方式よりも安い傾向にあります。一方で、LCDパネルは造形時の熱や紫外線によって劣化するため定期的に交換が必要となり、ランニングコストが高くなる点に注意しましょう。
SLA方式とは
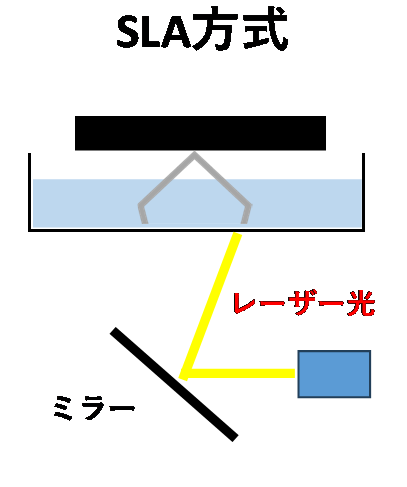
SLA方式とは、レジンに点状の紫外線を当ててプラットフォームから少しずつ樹脂を固めて積層し、造形する方式です。紫外線は材料に対して、一筆書きのように当て進めます。
SLA方式では紫外線を点状にレジンに当てて造形するため、複雑で細かいものでも、3Dデータの再現性を高めた造形が可能です。ただしDLP方式やLCD方式と比較すると照射する紫外線の範囲が狭いぶん、造形のスピードは遅くなります。
また、独自の技術による特徴的な3dプリンタ―を開発している企業もあります。
BMF Japan 株式会社では、独自PµSL(Projection Micro-Stereolithography)技術に基づいた、高精細・高精度の産業用3Dプリンター「microArch®シリーズ」を開発し、従来の切削加工や金型では難しい複雑微細構造の造形を実現しています。

画像引用:BMF Japan 株式会社
PµSLは、DLP方式をもとに開発した独自の光造形技術でグラフからもわかるように、X-Y精度、Z精度ともに最高レベルの解像度を誇ります。一般的な光造形(DLP)とおなじように、UVによる樹脂硬化を重ねることで造形し、投影レンズの精密な制御により数マイクロメートルから数百ナノメートルの解像度を実現します。
造形事例_マイクロスプリング
4. 光造形方式以外の3Dプリンターの種類
ここでは光造形方式以外の3Dプリンターの種類を紹介します。
3Dプリンターは、以下のように光造形方式以外にもさまざまな種類があります。
| 種類 | 特徴 |
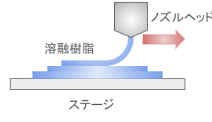
FDM(熱溶解積層方式)
| ●高温で溶かした造形材料樹脂をノズルから押出しながら積層させ断面形状を造形し、繰り返し積層させることで立体物を作製する ●造形物の強度が高い ●熱による造形物の反りや積層構造が目立ちやすい |
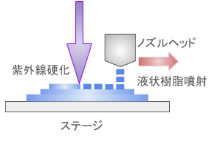
インクジェット方式
| ●液状の光硬化樹脂をノズルで吹付けると同時に紫外線を照射し、硬化させた樹脂層を造形・積層させることを繰り返して立体物を造形 ●異なる光硬化樹脂を吹付けることでカラーの造形物を作成できる ●造形物が太陽光に弱い ●造形物を支えるサポート材の除去が必要なことがある |
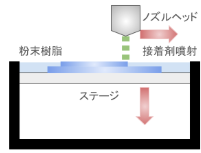
バインダージェット方式
| ●粉末状の材料樹脂にノズルで接着剤を吹付け、任意の場所を硬化させることで層を造形し、ステージが下降することを繰り返して立体物を作製 ●着色した接着剤によりカラー造形が可能 ●造形物の表面がザラザラした仕上がりになる |
パウダーヘッド方式 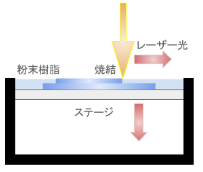 | ●バインダージェット方式と同様に粉末状の造形材料を硬化 ●接着剤ではなくレーザー光線によって溶融・結合させることで立体物を造形 ●表面がザラザラした仕上がりになりやすい ●樹脂材料だけではなく金属材料の造形が可能 |
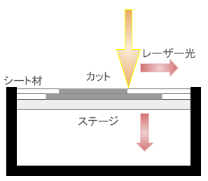
シート積層法
| ●一層ごとに必要な形状にカットしたシートを積み重ねて立体物を造形 ●バインダージェット方式やパウダーベッド方式における粉末をシートに置き換えた造形方式 ●着色されたシート材を使用することでカラー造形が可能 ●造形物の形状によっては不要なシート材を大量に廃棄する必要がある |
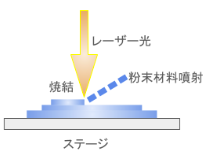
指向性エネルギー堆積法
| ●レーザー光を照射しつつ金属粉末等を吹付けることで溶融・結合させ、肉盛り溶接の要領で立体物を造形 ●金属材料特有の造形方式 ●金属溶接と似た方式のため耐久性の高い造形や異なる金属を組み合わせた造形が可能 ●積層の段が目立ってしまったり寸法精度が低くなりやすい |
5. 光造形3Dプリンターのメリット
光造形3Dプリンターには、ほかの造形方式の3Dプリンターと比較すると多くのすぐれた点があります。ここでは光造形3Dプリンターのメリットを解説します。
造形速度が速い
光造形3Dプリンターは材料を熱する時間が短いため、スムーズに出力できるというメリットがあります。ほかの方式よりも造形速度にすぐれていると言えます。さらに光造形方式の中でもDLP方式やLCD方式なら面状に紫外線を照射できるため、さらに高速での造形が実現します。
造形精度にすぐれている

光造形3Dプリンターは、造形物の表面を滑らかにできるため、精度の高い造形が可能です。
たとえば熱溶解積層方式の3Dプリンターはノズルから溶かした樹脂を射出して積層し造形するため積層痕が残りやすく、精度が落ちたり造形物の外観を損ねたりしてしまうことがあります。
光造形方式の3Dプリンターも紫外線の照射によって、徐々に積層するため熱溶解積層方式と同様に積層痕は残ります。ただし、光造形方式では造形中に材料のレジン液が積層部分に垂れ流れる性質を持っています。そのため積層痕が熱溶解積層方式よりも残りにくく、滑らかな表面を造形できるのが特徴です。
光造形3Dプリンターは、表面の美しさを重視した造形に向いていると言えるでしょう。
BMF Japan株式会社の「microArch®シリーズ」は、2μm/10μmの優れた光学解像度と、±10μm/±25μmの正確な公差制御を実現可能で、精密な3次元微細加工におすすめな3Dプリンターです。また、新開発された「可溶性樹脂」でモールドをプリントすれば、従来の射出成形と比較してより複雑な構造の製作が可能で、製作期間を大幅に短縮しながら従来の一般材料を用いて射出成形・キャスティングが可能です。

透明度の高い造形が可能

光造形3Dプリンターは、透明性の高い材料を選ぶことで透明度の高い仕上がりが実現します。たとえば内部構造を可視化するスケルトンモデルなども、光造形3Dプリンターなら造形可能です。
ただし、透明度の高い樹脂は経年劣化によって造形物の色が黄ばんでしまうデメリットがあります。造形当初の透明性を長期間維持することが難しい点には注意が必要です。
6. 光造形3Dプリンターのデメリット
光造形3Dプリンターはメリットばかりではありません。ここでは光造形3Dプリンターのデメリットを解説します。
造形物の洗浄が必要
光造形方式の3Dプリンターで製作した造形物には余分な樹脂が付着するため、その樹脂の洗浄と除去が必要です。
樹脂の除去は水やエタノールなどを使用して洗浄しますが、表面以外にもこまかいすき間の液体樹脂もしっかり除去しなければいけません。さらに洗浄液に長時間つけ過ぎると造形物が解けてしまうことがあります。洗浄液のつけ過ぎにも注意しながらの洗浄が求められます。
洗浄後に出た廃液の処理にも注意が必要です。廃液にはレジンが含まれているため、そのまま下水に流してはいけません。自治体で定められた方法で廃液を処理する必要があります。
二次硬化が必要な場合がある
使用したレジンの種類や3Dプリンターの性能などによっては、造形時の紫外線の照射だけでは完全に硬化せず、半硬化となることがあります。半硬化の状態の造形物は本来の強度などの性能が発揮できず、そのままでは変形や破損の恐れがあるため二次硬化が必要です。
造形物の状態によっては洗浄後の二次硬化が必要となり、手間がかかることもデメリットと言えます。
造形後の後処理の負担が大きい
光造形3Dプリンターでの造形は、造形が崩れ落ちないためにサポート材を用いて造形を進めていきます。そのため造形後、洗浄と必要に応じて二次硬化後にサポート材の除去が必要です。
造形物が精巧または複雑であればあるほどサポート材がたくさん付着する傾向にあるため、除去の手間は大きくなります。さらにサポート材は除去後廃棄するため無駄になってしまうのもデメリットです。
サポート材の除去の手間や無駄を克服するには、造形後にペーパーややすり、ブラスト研磨機などで造形物を研磨をする方法や、サポート材なしで造形(プラットフォームに直付けする)ができる3Dプリンターを使う方法があります。
一方で、造形後の後処理を簡単にする材料の開発も進んでいます。
BMF Japan 株式会社では、硬化後に熱アルカリで溶解可能な「可溶性樹脂」を開発しました。「可溶性樹脂」はPDMSキャスティングや射出成形用のモールド印刷に適しており、硬化後に熱アルカリによって溶解可能なことで、製造業の造形に関する課題へフレキシブルに対応可能です。
可溶性樹脂によって、精密で複雑な三次元微細構造を持つPDMSデバイスを簡単かつ迅速に作製できます。また、可溶性樹脂を使用して射出成形用のモールドを印刷してから、一般的なエンジニアリングプラスチックで射出成形を行うことで、光硬化性材料の限界を突破し、従来の射出成形や直接3Dプリントでは製造できない特殊な部品を手に入れることができます。
可溶性樹脂とPDMSキャスティングプロセス
造形物の紫外線対策が必要
光造形方式3Dプリンターを使用して作った造形物は太陽光に弱い性質を持っています。材料として使用しているレジンは紫外線で硬化するためです。光造形方式の3Dプリンターで作った造形物は長時間太陽光に当てると、変形や破損の可能性が高くなります。
造形物を屋外に出さない、出す場合は直射日光を当てないなどの対策をする、造形後に耐候性用の塗料やコーティング材を塗るなどの方法で対策できます。
7. 光造形3Dプリンターおすすめ13製品比較
ここでは光造形3Dプリンターのおすすめ13製品を一覧表で紹介します。
| 会社 / 製品 | 製品画像 | おすすめポイント |
| BMF Japan株式会社 |  | ●優れた光学解像度(2μm・10μm)と、産業用途で±10μm・25μmの公差で安定的に制御できる、世界初の3Dプリンター ●DLP方式を基にPμSL(Projection Micro-Stereolithography)と呼ばれる独自の光造形技術 |
| 3D SYSTEMS社 |  | ●設置面積を最小限に抑えることでコスト削減 ●造形速度と高い精度の両方に優れ、試作品や最終製品の造形も短時間で制作 |
| Anycubic社 |  | ●高さ165mm×幅132mm×奥行80mmサイズまで製作可能 ●400対1のコントラスト比を実現 ●毎時≦50mmの造形速度 |
| ASIGA社 |  | ●スマートポジショニングシステムを搭載することで、正確なレイヤー厚の制御を実現 ●LED波長385mmのハイパワーUV LEDが標準装備 |
| ELEGOO社 Mars 3 Pro |  | ●解像度4098×2560、XY解像度35μmの6.6インチ4KモノラルLCDスクリーン搭載 ●水洗いやスタンダード、ABS、植物性など、あらゆるレジンに対応 |
| ETEC社 |  | ●ビルドプレートを交換することでプリント完了後から数分後には新たなジョブを開始可能 ●保守性を重視した設計で、部品交換や清掃にかかる時間を短縮 |
| Formlabs社 |  | |
| CREALITY社 |  | ●毎時170mmの造形速度、ビルドプレートは1.2秒で昇降可能 ●8Kの高精度液晶を採用 |
| Nova Robot Technology社 |  | ●最先端のCOB(Chip On Board:チップオンボード)直接光源とフレネルレンズを搭載 ●レジン加熱システムにより、気温が低い時期でも安定した造形が可能 |
| PEOPOLY社 |  | ●大量生産用および大型モデル向けに開発 ●527mm×296mm×550mmまでの造形が可能 |
| Phrozen社 |  | ●本体重量が8㎏と非常に軽く、持ち運びもラク ●積層ピッチは0.01mm〜0.3mmと大きく、仕上がり表面の滑らかさにこだわる場合は注意 |
| SprintRay社 |  | ●歯科専門用に設計されている光造形3Dプリンター ●前モデルの改良版であり、従来よりも光がビルドプレート全体に均一に照射 |
| PRUSA社 |  | ●キャリブレーション(調整・補正)を維持するクイックリリースメカニズム搭載 ●電動チルトヘッドにより層のズレを防ぎ、高速での印刷が可能 |
8. まとめ
光造形3Dプリンターについて、仕組み、種類、材料となるレジン、メリットとデメリット等を解説しました。光造形3Dプリンターは高速かつ高精度な造形を実現する造形方法です。ただし、機種によってどの程度のクオリティが期待できるか、初期費用、ランニングコストなどはさまざまです。造形の目的に応じた3Dプリンターを選びましょう。
BMF Japan株式会社の「microArch®シリーズ」は、独自開発のPµSL技術(マイクロ3次元リソグラフィ技術)に基づき、2μm/10μmの優れた光学解像度と、±10μm/±25μmの正確な公差制御を実現し、「0.01mm~100mm」の範囲で精密な3次元微細加工が可能な3Dプリンターです。
試作品の製作に高精細・高精度3Dプリンターをご検討の際は、3D試作・造形サービスも可能なBMF Japan 株式会社にご相談ください。


